







建筑隔音片材的生产融合了塑料片材的基本工艺,建筑隔音片材代加工_建筑隔音片材代加工并针对隔音特性增加了特殊处理,以下是详细的工艺流程: 原料选择与准备**:选择合适的基础塑料原料,如EVA(乙烯-醋酸乙烯共聚物)、PVC(聚氯乙烯)、橡胶类聚合物等,这些材料本身具有一定的隔音性能。
同时准备各类隔音填料,如云母粉、硫酸钡、玻璃纤维等,以及必要的添加剂,如增塑剂、稳定剂、阻燃剂等。
根据配方要求,准确称量各种原料,将容易吸潮的原料进行干燥处理,例如EVA在加工前通常需在70-80℃下干燥2-3小时,以去除水分,避免在后续加工中产生气泡等缺陷。 配料与混合**:把称量好的基础原料、隔音填料和添加剂依次加入高速混合机中。通过高速搅拌,使各种成分充分混合均匀,形成初步的混合料。
混合时间一般在10-30分钟,具体时间取决于原料的种类和混合机的性能。建筑隔音片材代加工_建筑隔音片材代加工 熔融塑化**:将混合好的物料输送至双螺杆挤出机中。双螺杆挤出机通过外部加热和螺杆的剪切作用,使物料升温并逐渐熔融塑化。由于隔音片材可能含有较多的填料,双螺杆挤出机的螺杆设计通常具有更强的混炼和输送能力。
控制料筒各段的温度,比如第一段温度设置在160-180℃,第二段温度在180-200℃,第三段温度在200-220℃,确保物料充分熔融且均匀。 特殊处理(隔音增强)**:为了进一步提高隔音性能,可在熔融物料中添加特殊的隔音助剂或进行特殊工艺处理。
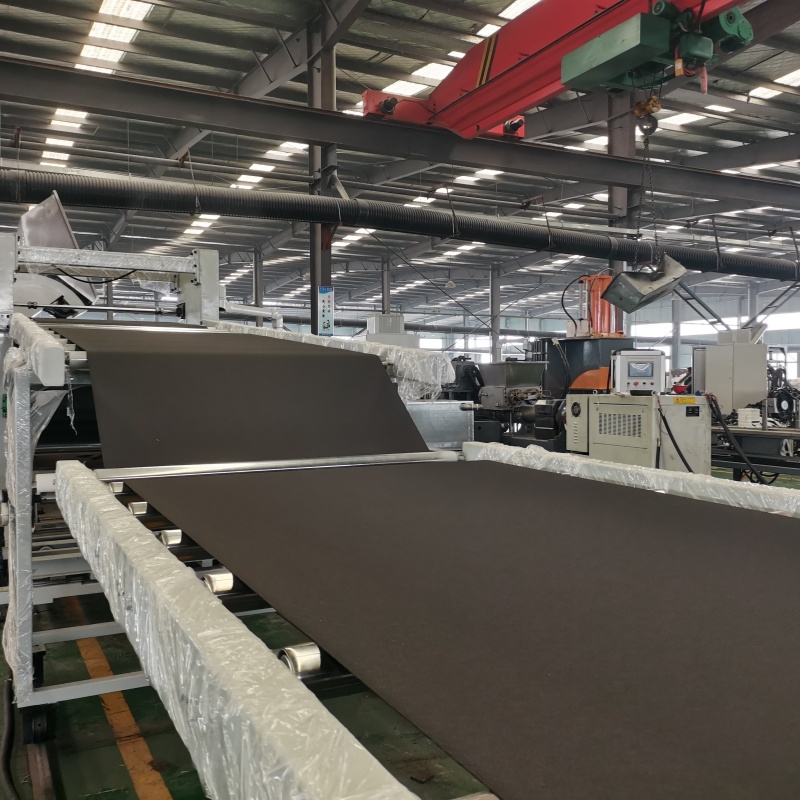
例如,加入微泡剂使片材内部形成微小的气泡结构,这些气泡可以有效阻碍声音的传播;或者采用多层共挤技术,将不同隔音性能的材料层合在一起,形成复合结构的隔音片材。 过滤与均化**:熔融物料经过过滤装置,去除其中可能存在的杂质、未熔融的颗粒或其他异物。过滤后,物料进入静态混合器或均化装置,使物料的温度、压力和成分更加均匀一致,为后续的挤出成型提供稳定的物料状态。 挤出成型**:均化后的物料通过具有特定形状的机头模具挤出,形成具有一定厚度和宽度的片材坯料。机头模具的设计需要考虑到片材的终尺寸和形状要求,同时要保证物料在模腔内的流动均匀,以获得厚度均匀的片材。 冷却定型**:从机头挤出的片材坯料温度较高,需要立即进行冷却定型。通常采用冷却辊组对片材进行冷却,冷却辊的表面温度一般控制在20-40℃。冷却过程中,片材逐渐固化,其形状和尺寸也随之固定下来。 牵引与切边**:冷却定型后的片材由牵引装置以稳定的速度向前牵引,牵引速度与挤出速度相匹配,以保证片材的厚度均匀。在牵引过程中,通过切边装置将片材的边缘修剪整齐,切除多余的边料。 表面处理(可选)**:根据需要,对隔音片材的表面进行处理。例如,进行表面覆膜处理,提高片材的耐磨性和防潮性;或者进行压花处理,增加片材表面的摩擦力,防止在施工过程中滑动。 质量检测**:对生产出来的隔音片材进行全面的质量检测。包括外观检查,查看片材表面是否平整、有无气泡、裂纹等缺陷;厚度测量,确保片材的厚度符合规定的公差范围;
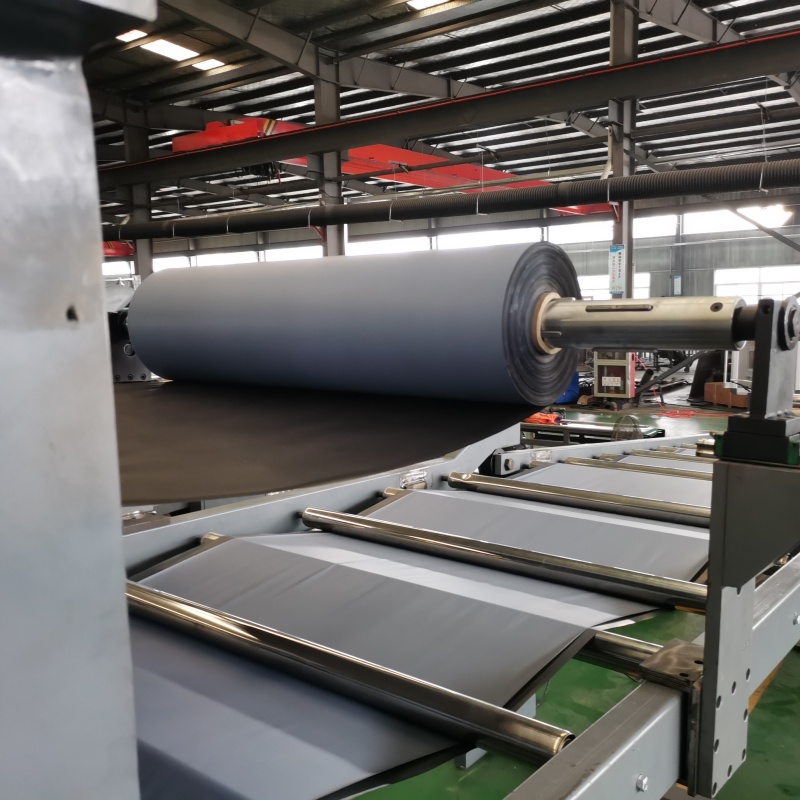
隔音性能测试,使用专业的隔音测试设备,如隔音室建筑隔音片材代加工_建筑隔音片材代加工、阻抗管等,检测片材的隔音量是否达到设计要求;此外,还可能进行物理力学性能测试,如拉伸强度、撕裂强度等。 卷取与包装**:经过质量检测合格的隔音片材,通过卷取装置卷成一定规格的卷。在卷取过程中,控制好卷取张力,避免片材出现褶皱或变形。
卷取完成后,对片材进行包装,建筑隔音片材代加工_建筑隔音片材代加工通常使用塑料薄膜或纸筒进行外包装,以保护片材在运输和储存过程中不受损坏。
防敲击隔音卷材 http://www.bsjdl.com/sell/show.php?itemid=30723